
تومان 20,000
فهرست
مقدمه 1
روش اساسی طراحی قالب 2
نقشه درب 14
بوش دور سنبه 16
طراحی سنبه 19
پین داخل سنبه 33
عملیات بیرون اندازی قطعه از قالب 37
نیمه پایین قالب 40
نحوه مونتاژ نیمه بالای قالب 45
منابع 54
مقدمه
پروژه حاضر حاصل کار در کارگاه قالبسازی کیهان واقع در شهرک وردآورد می باشد که از مرحله نقشه کشی قطعه نشان داده شده تا مرحله طراحی و ساخت می باشد.ولیکن به خاطر آشنایی با فر آیند طراحی قالب ابتدا تعاریف مقدماتی در طراحی قالب آورده شده و بعد وارد پروژه می شویم.
امید است که این پروژه خواننده محترم را در درک بهتر این نوع از قالب یاری کند.
روش اساسی طراحی قالب
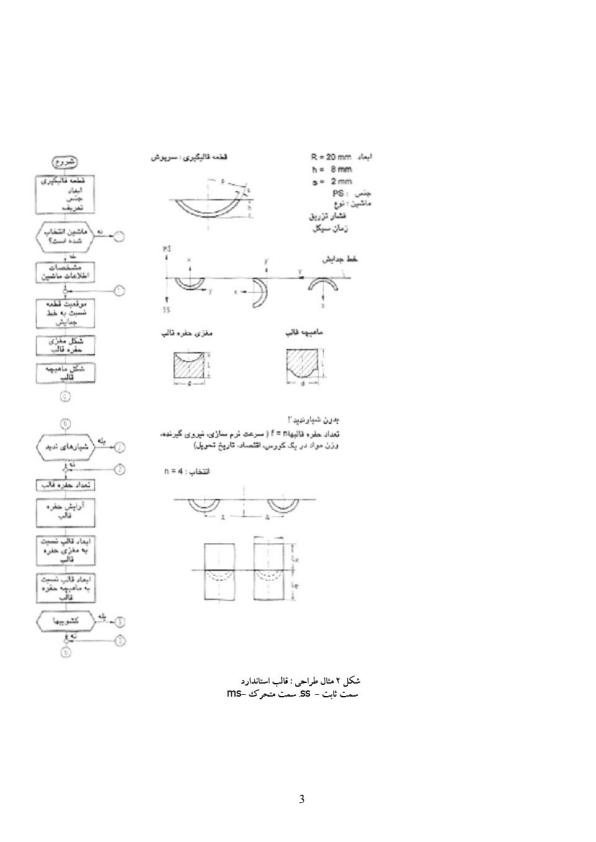
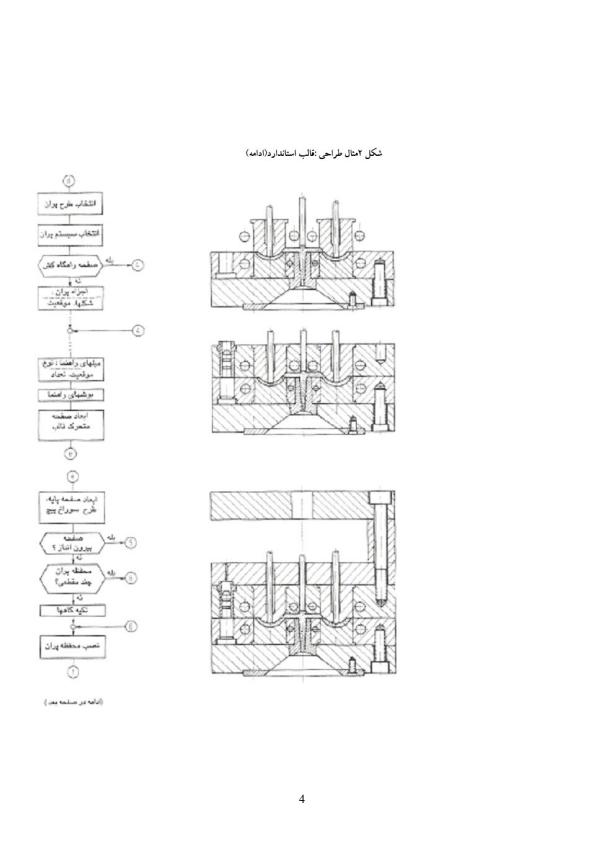
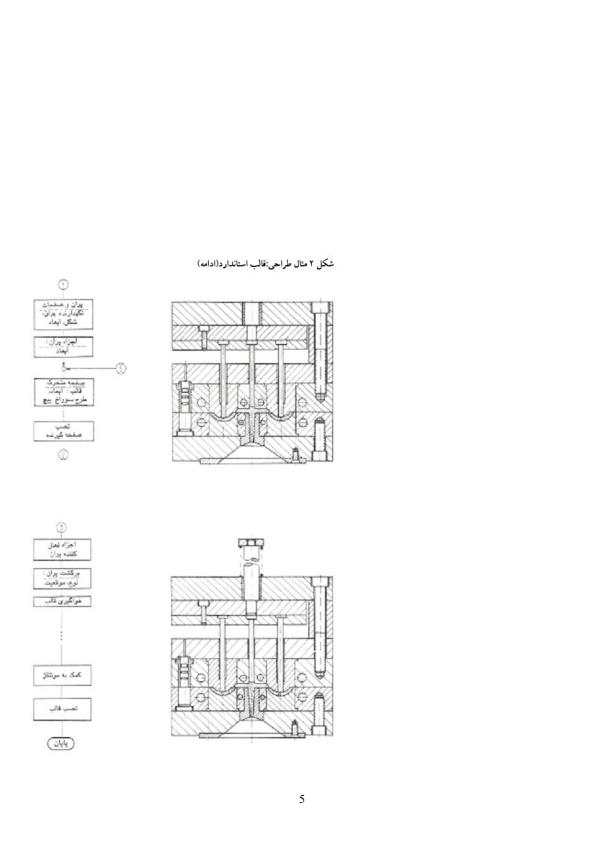
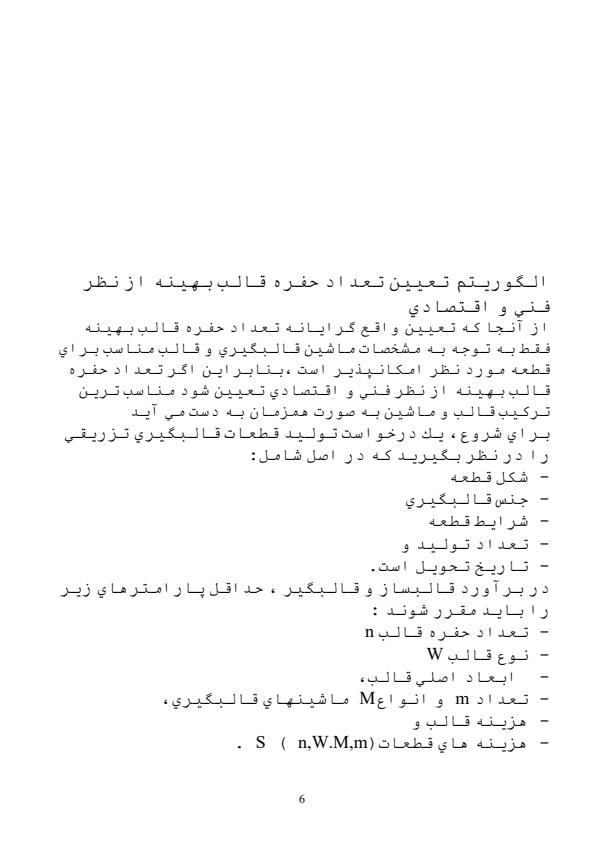
توصيه مي شود كه طراحي هر قالب به صورت سيستماتيك پيش برود چرا كه قالب و عملكرد آن بايد در شرايط گوناگوني پاسخگو باشند.شكل 51 ارتباط متقابل شرايط و شرايط مرزي و ثانويه كه با عمل اصلي بايد رعايت شوند نمايش مي دهد.اين مطلب با يك مثال آشكارتر مي شود .مسير تصميمهايي كه طراح اتخاذ مي كند با فلوچارت طراحي يك قالب استاندارد براي توليد همزمان چندين سرپوش به نمايش در آمده است.توصيه مي شود كه براي درك منطق روش،اين مسير گام به گام تعقيب شود.
الگوريتم تعيين تعداد حفره قالب بهينه از نظر فني و اقتصادي
از آنجا كه تعيين واقع گرايانه تعداد حفره قالب بهينه فقط به توجه به مشخصات ماشين قالبگيري و قالب مناسب براي قطعه مورد نظر امكانپذير است ،بنابراين اگر تعداد حفره قالب بهينه از نظر فني و اقتصادي تعيين شود مناسب ترين تركيب قالب و ماشين به صورت همزمان به دست مي آيد
براي شروع، يك درخواست توليد قطعات قالبگيري تزريقي را در نظر بگيريد كه در اصل شامل:
– شكل قطعه
– جنس قالبگيري
– شرايط قطعه
– تعداد توليد و
– تاريخ تحويل است.
در برآورد قالبساز و قالبگير ، حداقل پارامترهاي زير را بايد مقرر شوند :
– تعداد حفره قالب n
– نوع قالب W
– ابعاد اصلي قالب،
– تعداد m و انواعM ماشينهاي قالبگيري،
– هزينه قالب و
– هزينه هاي قطعات(n,W.M,m ) S .
پارامترهايي كه در بالا ذكر شد فقط با هم مي توان آنها را تعيين كرد چرا كه به صورت متقابل به يكديگر وابسته هستند .مثلا ارتباطي بين تعداد حفره قالب n و تعداد m همچنين نوع ماشين قالبگيري M وجود دارد.اين وابستگي نتيجه تعداد توليد و زمان تحويل و از سوي ديگر ملزومات فني فرآيند (سرعت نرم سازي،تعداد كورس،…)و از سوي ديگر اطلاعات راجع به ماشين است.
نوع تزريق و موقعيت آن و همچنين تعداد حفره قالب ،مثلا از قالب يك حفره اي به قالب دو حفره اي ،بستگي دارد.ابعاد اصلي قالب به تعداد حفره قالب ،طرح قالب و نوع ماشين بستگي دارد .برعكس ممكن است كه طرح قالب به ابعاد اصلي قالب وابسته باشد .اگر مثلا به علت زياد بودن نيروهاي عرضي بازشدن، استفاده از يك ميل راهنماي ضخيم براي قالب كشويي لازم شود نمي توان آنرا پس از تعيين شدن اندازه ها ايجاد كرد.بنابراين استفاده از قالب با حفره قالب دو تكه حساسيت بيشتري دارد .هزينه هاي قالب وقطعه به صورت مستقيم يا غير مستقيم به پارامترهاي باقيمانده كه در برآورد مقرر شده اند بستگي دارد.
براي به دست آوردن مناسبترين تعداد حفره قالب ( تركيب قالب – ماشين ) با كار قابل قبول،روش زير ارائه شده است.شكل 59خلاصه فلوچارت يك الگوريتم براي تعيين بهترين تركيب قالب و ماشين از نظر فني و اقتصادي براي قطعه توليدي نمايش مي دهد. در گام 1 قطعه آناليز شده و تمام مقاصد عملي قالب به دست مي آيد.علاوه بر اينها انتخاب اوليه ماشينها ،يعني ماشينهاي قالبگيري كه انتخاب نهايي از ميان آنها خواهد بود ،انجام مي شود .سپس در گام 2 اولين محدوديت دامنه تعداد حفره قالب كه بر مبناي معيارهايي كه به اطلاعات راجع به قطعه بستگي دارد تعيين مي شود.پس از اين گام در گام 3 دامنه تعداد حفره قالب با بازبيني معيارهاي فني مهم محدودتر مي شود .در گام 4 پس از محاسبه ابعاد اصلي قالب مي توان هزينه قطعه را محاسبه كرد .در اين مرحله تعداد حفره قالب براي يك ماشين و قالب مشخص تصحيح و تعيين شده است و پس از اين گام ماشين و قالب انتخاب شده اند .با اين انتخاب در گام 5 ماتريس نتايج براي هزينه هاي قطعه به دست مي آيد .اين ماتريس بايد اقتصادي ترين تركيب،البته لزوما بهترين تركيب ماشين و نوع قالب و تعداد حفره قالب نيست،را مشخص سازد.
تعيين اندازه قالب
اندازه قالب در اصل به اندازه ماشين بستگي دارد.اغلب اندازه ماشين مشخص يا موجود محدوديت مهمي براي مهندس طراح ايجاد مي كند.
اين محدوديتها عبارتند از:
– مقدار تزريق در هر كورس (مقدار مذابي كه در يك كورس حلزون يا پيستون به داخل قالب منتقل مي شود.)
– سرعت نرم سازي ،مقدار مواد نرم شده كه ماشين در واحد زمان آماده مي سازد.
– نيروي گيرنده كه بايد نيروي عكس العملي حاصل از حداكثر فشار داخلي حفره قالب را جبران كند.
– حداكثر سطح ميز ماشين كه با فاصله بين ميلهاي راهنماي ماشين معلوم مي شود
– حداكثر فشار تزريق
حداكثر تعداد حفره قالب
ابتدا حداكثر تعداد حفره قالب تئوري محاسبه مي شود :
حداکثر حجم مواد در یک کورس Sv به Cm3
=N1
حجم قطعه در راهگاه Mv به Cm3
اين محاسبه با فرض استفاده كامل از حداكثر مقدار تزريق در يك كورس ماشين كه از قطر حلزوني و جابجايي آن به دست مي ايد انجام مي شود.البته به دلايل كيفي(مذاب يكنواخت،توانايي كافي براي حفظ فشار)انتخاب حداكثر كمي عاقلانه نيست.
تعداد حفره قالبها براي قطعات با ديواره نازك بيشتر با سرعت نرم سازي ماشين تعين مي شود.
در ماشينهاي قالب گيري تزريقي مدرن با حلزون رفت و برگشتي سرعت نرم سازي به قدري بالاست كه بايد تعداد حفره قالبها N2 فقط براي قطعات جدار ناك با سرعت ضرب زياد چك شود. طبق يك قانون تجربي:
سرعت نرم سازی R به Cm3/min
= N2
تعداد ضربها Z/min(قطعه+حجم راهگاه به Cm3)
آرايش حفره ها
پس از تكميل تعداد حفره ها ،آنها را بايد به بهترين صورت ممكن آرايش داد.
در ماشينهاي قالبگيري تزريقي مدرن معمولا سيلندر در محور مركزي ميز ثابت قرار دارد.محل راه تغذيه با اين مشخص مي شود. آرايش حفره ها در اطراف راه تغذيه مركزي بايد طوري باشد كه شرايط زير در آن رعايت شود:
– تمام حفره ها بايد به صورت هم زمان و با مذابي كه دماي يكسان دارند پر شوند.
– طول جريان بايد كوتاه باشد تا مقدار ضايعات مواد حداقل شود.
– فاصله بين يك حفره قالب با يك حفره قالب ديگر بايد به اندازه كافي زياد باشد تا فضاي لازم براي خطوط خنك كاري و ميلهاي پران در اختيار باشد. همچنين سطح مقطع كافي براي تحمل نيروهاي حاصل از فشار تزريق وجود داشته باشد.
– برآيند كليه نيروهاي عكس العملي بايد در مركز ثقل باشد.
شكلهاي زیر طرحهاي اوليه براي آرايش حفره ها در قالب را معرفي مي كنند :
تعادل نيروها در قالب در حين تزريق
اگر حفره ها نسبت به راه تغذيه مركزي خارج از مركز قرار بگيرند بار غير يكنواخت بر قالب و قسمت گيرنده وارد مي شود. ممكن است قالب در يك قسمت تحت نيرو باز شود.
درزدار شدن و شكست احتمالي ميلهاي راهنماي ماشين ممكن است در نتيجه اين عمل اتفاق بيافتد .قالبهايي كه يك این فایل کارآموزی به صورت فایل Word تهیه شده است این سایت به کاربران امکان میدهد تمام پروژهها، گزارشهای کارآموزی و مقالات دیگر را به راحتی دانلود کنند. این امکان برای دانشجویان و پژوهشگران بسیار مفید است زیرا میتوانند به راحتی به منابع مورد نیاز خود دسترسی پیدا کنند و از آنها برای ارائه یا تحقیقات خود استفاده کنند. این سایت به عنوان یک مرجع معتبر و قابل اعتماد برای دسترسی به مطالب علمی و آموزشی شناخته شده است و کاربران میتوانند با اطمینان از اطلاعات موجود در آن استفاده کنند.
لطفا توجه کنيد اين فايل کار آموزي” شیوه طراحی درب های پلاستیکی بطری نوشیدنی ها و داروهایی که به صورت گردشی بسته می شوند ” که در اختيار شما قرار دارد ، بصورت قابل ويرايش مي باشد و در خود صفحات ورد بدون بهم ريختگي قرار گرفته است.لذا امکان تغيير و ويرايش محتواي اين فايل کارآموزي براي شما فراهم است..
تعداد صفحات ورد : 54
فرمت فايل : وورد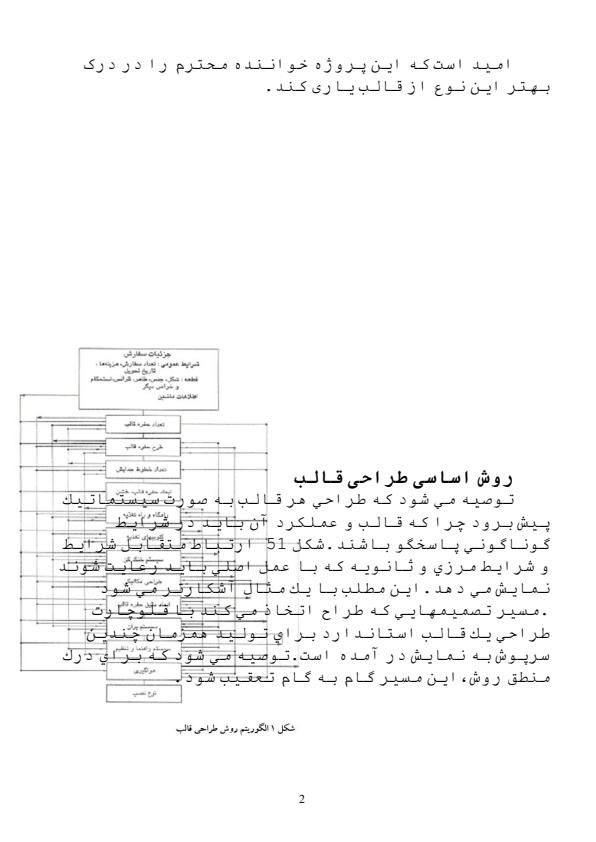

دیدگاهها
هیچ دیدگاهی برای این محصول نوشته نشده است.